平湖鋼結構拋丸機安裝
發布時間:2024-01-09 01:21:59
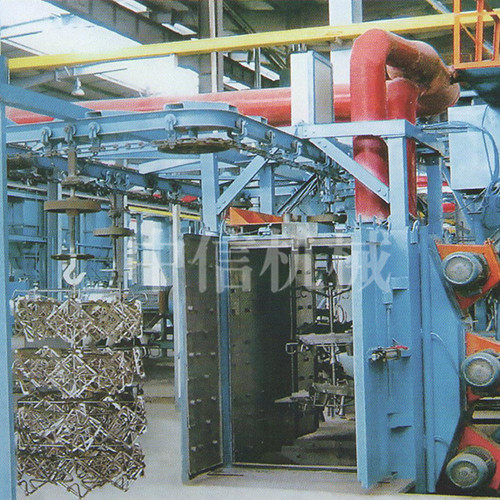
平湖鋼結構拋丸機安裝
拋丸機廠家在冶金工業鋼材的生產制造中,拋丸或酸洗鈍化是一種選擇機械設備或有機化學協同去除磷皮的加工工藝,以確保許多鋼材生產制造中的高產量。在鐵氧體磁芯、不銹鋼板、金屬板等合金鋼板的生產和制造過程中,必須在冷軋工藝的全過程中進行淬火,然后進行除銹或酸洗鈍化,以確保冷軋板的粗糙度和厚度精度。根據當代金屬材料強度理論,提高金屬材料內部相對移位密度是提高金屬材料抗壓強度的關鍵方向。實踐經驗拋丸除銹是提升金屬材料位錯構造的切實可行的加工工藝方式。這對于一些不能根據改變硬底化或保持改變硬底化的鋼件具有非常關鍵的實際意義。航空公司、航空工業生產、汽車、大型拖拉機等部件規定輕混凝土化,但可信度規定越來越高。關鍵的加工工藝對策是選擇拋丸加工工藝,提高預制部件的抗壓強度和疲勞性能。

平湖鋼結構拋丸機安裝
拋丸清理機廠家的判別辦法:1、可從外觀上區分,拋丸機廠家看其產品外觀加工是否精密,顏色是否正常;2、如果有零件樣品,可以進行比較檢查。一般來說,仿制品外觀粗糙,產品顏色不正確。3、您可以查看產品上的標志。純進口零件上印有品牌符號、零件編號和特定代碼。有些產品還刻有產地,而大多數仿制品筆跡模糊。4、產品尺寸可通過專用工具測量,看是否符合要求。5、產品可以進行功能測試。有些零件只能從外觀上區分真偽。需要使用專用儀器進行檢測。純零件和拋丸機零件的包裝制造精美。顏色、圖案和風格都有一定的規則。6、包裝箱質地突出,圖片清晰,廠家統一標識,零件編號、稱號、數量、產地標識;內包裝一般為帶標志的包裝紙或塑料袋和紙袋。假裝配件的標簽大多印刷粗糙,標志圖片不清晰,印刷零件編號和制造商符號的顏色不輕或重。7、從價格上區分同樣的配件,純零件、專業零件、國產零件和仿制品的價格差別很大。一般純粹部件的價格可超出仿冒件的很多倍。8、根據采購方式,直接從國外整機廠和配件廠進口的配件價格高,質量有保證。
平湖鋼結構拋丸機安裝
履帶式拋丸機的操作人員必須經過專業培訓,并詳細了解履帶式拋丸機的性能。那么如何操作才是安全的,拋丸機廠家給大家講講:1)操作人員應穿公司統一的勞動服上班,禁止拖鞋和車間吸煙。2)將履帶式拋丸機的時間繼電器調整到所選的拋丸清洗時間,并按順序啟動電梯、拋丸機和除塵器。嚴禁按順序顛倒操作。3)彈丸按規定量加入拋丸室,然后放入工件,關閉拋丸室,嚴禁不關門啟動。4)定期清理除塵器下集塵箱內的灰塵,防止除塵管堵塞,影響除塵和分離效果。5)定期檢查各傳動部門,清潔零件,更換磨損零件。在檢查過程中,必須切斷電源,嚴禁不切斷電源進行維護。如果在維修過程中使用焊接進行維修,必須向相關部門報告,操作人員嚴禁擅自焊接。6)履帶式拋丸機在運行過程中,操作人員不得以任何理由離開拋丸機。7)拋丸機運行過程中發現異常聲音,應立即停機檢查,嚴禁帶病操作。8)清洗時間結束后,會自動停止,拋丸機完全停止后才能打開,將拋出的工件材料的反轉時間控制在一分鐘內。9)操作人員操作拋丸機時,必須仔細閱讀設備說明書,實施專人操作。10)下班后,操作人員應關閉電源,清理現場,關閉風扇,關燈后離開。

平湖鋼結構拋丸機安裝
拋丸機拋頭軸承毛病緣由剖析與采取措施,拋頭軸承耗過程中拋頭軸承的主要問題有:設備不標準、光滑油短、疲勞磨損、外力損壞等。相應措施:嚴格按標準停止裝置,定期維修軸承,加注潤滑油,改善光滑條件。原拋頭軸承體部位采用高壓槍給油方式,8個拋頭加注一遍光滑油需用3小時才干完成,既不平安又浪費時間。目前,每個拋頭軸承部分通過高壓鋼絲軟管連接,由高壓油泵自動加油。8個拋頭只需10分鐘就只需10分鐘,效率高。滑潤油的選用能否得當將直接影響拋丸機的運用壽命和良好的機器性,通常拋頭軸承外表溫度不易超越60°,采用改造性的磺基聚合脂1615EN,該脂具有強抗水性;防腐蝕性;耐高溫性(比普通鋰基脂高100°),運用壽命長的特性。選用軸流風機停止強制散熱,降低軸承環境溫度,增加拋頭體排氣孔,自動加注光滑油。定期檢修葉輪、葉片、護板和皮帶等,消弭外力產生的機械共振。